咨询热线:
189 0152 2222
189 0152 2222
189 0152 2222
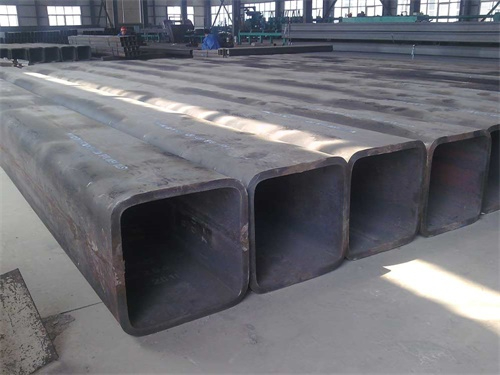
无缝方形管高频率焊接主要是运用高频率交流电的集肤效应和邻近效应,使电流量集中精力在待焊旁边,进而能在百分之一秒時间内将其升温到焊接溫度,随后在压挤辊的功效下开展工作压力焊接。
这类焊接方式具备一系列优势:焊接热危害区小,加温速度更快,因此能进一步提高焊接速率和焊接品质,并且可以用没经酸洗钝化、抛丸和削边的热轧带钢作胚料,与此同时可焊接碳素钢、高合金钢和稀有金属管件,大幅度降低企业用电量。用一套焊接机器设备可生产制造各种各样金属材料焊接钢管。对不一样的金属材料,只需相对地更改焊接输出功率和焊接速率。
厚壁管生产制造在技术上存有一系列的艰难。例如对接焊品质不稳定,非常容易搭焊导致一系列艰难,非常容易造成波浪纹和起包。焊接不稳定,非常容易搭焊。飞锯断开时非常容易造成创口形变。无缝方形管在输送和拨料时非常容易造成压坑、形变这些。而这其中的重要则是成形起包。造成成形起包的因素则是边沿拓宽。
剖析了成形时的竖向形变全过程,边沿一部分和核心一部分拓宽的不均衡性。边沿拓宽对成形品质有关键的危害。为使拓宽的边沿在受缩小形变时可以一部分修复,务必确保其拉伸强度限定在原材料延展性極限容许的范围内。当边沿拓宽超出了原材料的弹性变形,边沿又受缩小形变时就造成了波浪纹和起包。
版权所有:无锡百利源钢管有限公司
热门标签:江苏方管 (65)方管 (48)规格 (46)材质 (40)生产工艺 (29)特点 (26)价格 (26)尺寸 (18)方矩管 (18)特性 (15) 更多