咨询热线:
189 0152 2222
189 0152 2222
189 0152 2222
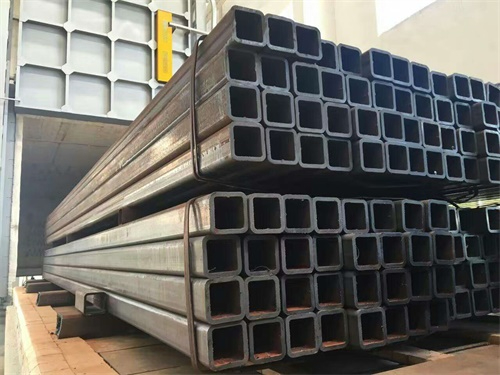
在Q345B江苏方管的焊接中,难以避免还会产生Q345B江苏方管的形变。如果不立即改正,对中后期品质影响非常大。
一般Q345B江苏方管的焊接形变是用火来纠正的,用火来烤制!可是假如它很大,它就不可以非常好地工作中。
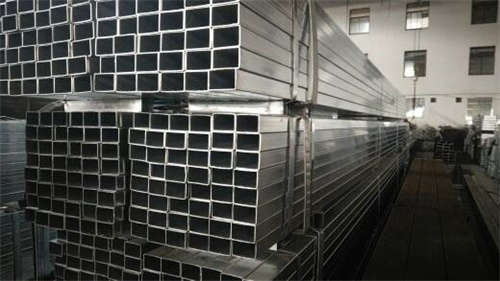
操纵Q345B江苏方管的焊接形变,除开选用有效的焊接次序和焊接加工工艺外,也要提早开展小的抗形变解决,实际效果更强!
(1)用角铁、Q345B江苏方管在壳体上焊接米支撑点,简单点来说,能够固定不动在路线上,焊接进行后用氧割;
(2)根据更改Q345B江苏方管的焊接次序和焊接方式,清除焊接地应力。
1、焊接开关电源
能够选用动能更集中化的热原来降低相对性热键入。比如熔融极焊好于手工电弧焊,热丝TIG焊好于基本熔融极焊,激光器、低温等离子和电子束焊机全是运用动能集中化热原完成小形变的焊接方式。
2、Q345B江苏方管焊接次序
选用适度的焊接次序,如对称性焊接,能够降低焊接形变。
3、Q345B江苏方管焊接反形变
焊接前,预测分析焊接后会产生哪些的形变。焊接前容许有一定量的反向形变,以清除焊接形变。
4、焊接Q345B江苏方管时有较强的拘束力。
5、Q345B江苏方管焊接全过程选用电弧焊接锤敲打,或金属薄板预设拉应力可合理操纵焊接形变。
6、Q345B江苏方管焊接可选用地应力淬火后,清除或减少焊接形变(一般来说,焊接形变不可以彻底清除,只有相对性清除)。
版权所有:无锡百利源钢管有限公司
热门标签:江苏方管 (65)方管 (48)规格 (46)材质 (40)生产工艺 (29)特点 (26)价格 (26)尺寸 (18)方矩管 (18)特性 (15) 更多