咨询热线:
189 0152 2222
189 0152 2222
189 0152 2222
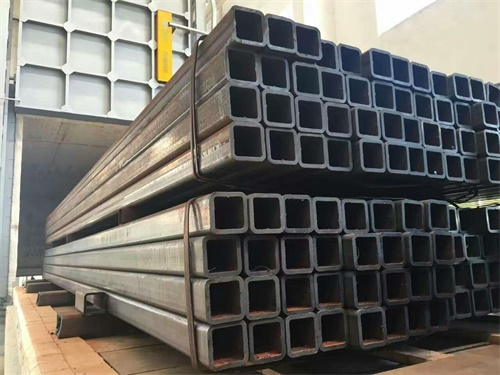
方管生产厂家采用喷射除锈需要注意什么问题
除锈速度、除锈等级、喷(抛)射磨料、磨料的粒径及配比都是方管生产厂家采用喷射除锈需要注意的问题,下面方管生产厂家给大家详细的讲讲。
除锈速度
方管生产厂家的除锈速度取决于磨料的类型和磨料的排量,即单位时间内磨料施加到钢管的总动能e及单颗粒磨料的动能e1。
除锈等级
对于方管生产厂家常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求钢管表面达到近白级(sa2.5)。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~100μm,充分满足防腐层与钢管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级(sa2.5)技术条件。
喷(抛)射磨料
为了达到理想的除锈效果,应根据钢管表面的硬度、原始锈蚀程度、要求的表面粗糙度、涂层类型等来选择磨料,对于单层环氧、二层或三层聚乙烯涂层,采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用,而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料(通常钢丸的硬度为40~50 hrc,钢砂的硬度为50~60 hrc可用于各种钢表面,即使是用在c级和d级锈蚀的钢表面上,除锈效果也很好。
磨料的粒径及配比
为获得较好的均匀清洁度和粗糙度分布,磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,在防腐过程中防腐层易形成气泡,严重影响防腐层的性能。
应该注意的是在实际操作中,磨料中钢砂和钢丸的理想比例很难达到,原因是硬而易碎的钢砂比钢丸的破碎率高。为此,在操作中应不断抽样检测混合磨料,根据粒径分布情况,向除锈机中掺入新磨料,而且掺人的新磨料中,钢砂的数量要占主要的。
版权所有:无锡百利源钢管有限公司
热门标签:江苏方管 (65)方管 (48)规格 (46)材质 (40)生产工艺 (29)特点 (26)价格 (26)尺寸 (18)方矩管 (18)特性 (15) 更多